
Dalla preparazione dell’utensile, al rivestimento fino al trattamento successivo al rivestimento non lasciamo nulla al caso. Ciascuna fase di lavoro è pensata per offrirvi l’utensile migliore per i vostri processi di lavorazione.
Preparazione dell’utensile
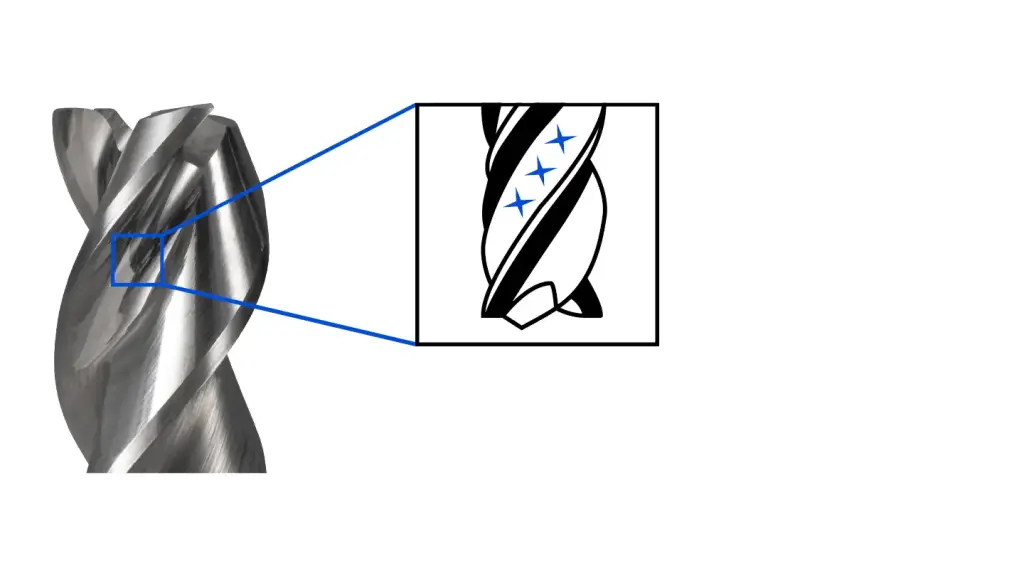
La microgeometria (profilo dello spigolo tagliente) di un utensile per l’asportazione di trucioli è decisiva per le sue prestazioni.
Gli utensili con un angolo di scarico positivo e spigoli taglienti affilati sono particolarmente adatti al taglio, anche se questa caratteristica comporta una minore stabilità degli spigoli taglienti. Uno spigolo tagliente non stabile è particolarmente soggetto a rotture, con conseguenze come una qualità inferiore della superficie del pezzo da lavorare e una conclusione prematura della vita utile.
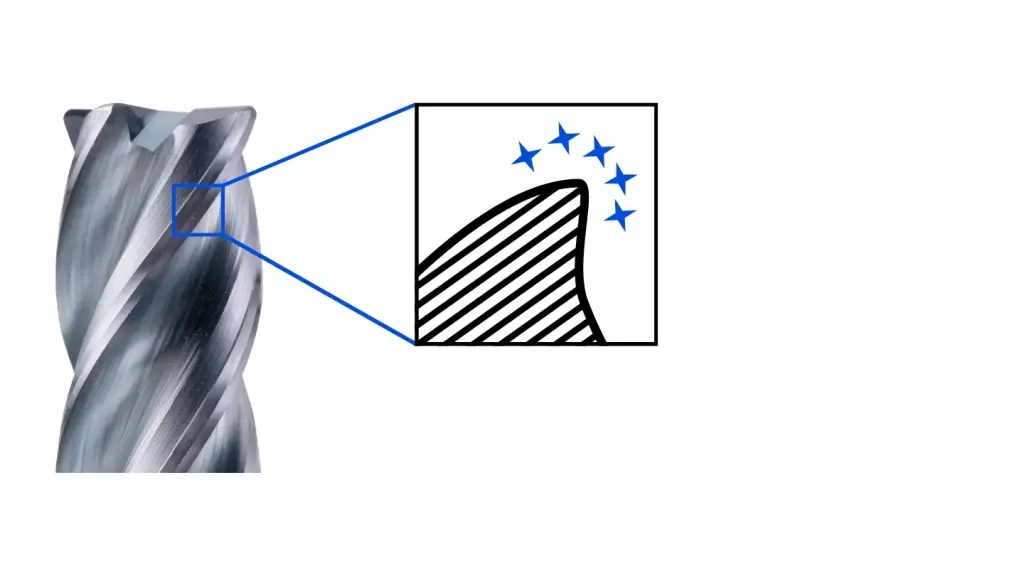
Definisce spigoli taglienti arrotondati per:
- Una migliore adesione del rivestimento.
- Una maggiore stabilità dello spigolo tagliente.
- Durata e produttività dell’utensile decisamente maggiori.
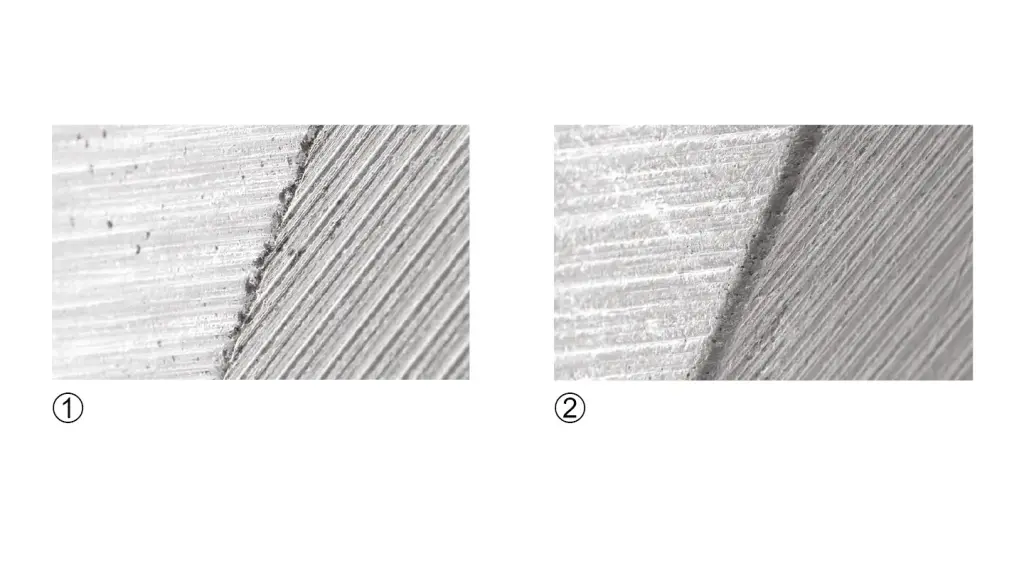
1) Tagliente non arrotondato.
2) Tagliente arrotondato definito.
Rivestimento e trattamento successivo al rivestimento
I rivestimenti impediscono il contatto diretto tra materiale da lavorare e materiale da taglio e riducono così l’usura da adesione, abrasione, diffusione o ossidazione.
Tra le tecniche di rivestimento più note per gli utensili per l'asportazione di trucioli vi è la cosiddetta tecnica PVD (Physical Vapour Deposition), un processo nel quale un materiale metallico solido (target) viene vaporizzato sotto vuoto.
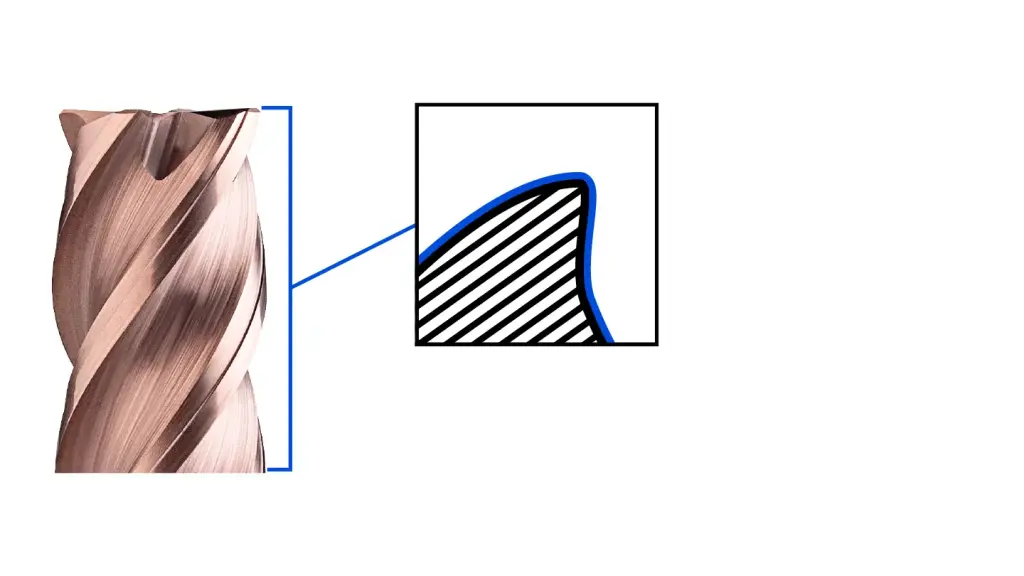
Spesso il rivestimento vero e proprio si ottiene aggiungendo un gas reattivo. Il materiale di rivestimento vaporizzato condensa infine come strato sottile sul substrato e forma il rivestimento dell’utensile.
Una tecnica PVD particolarmente diffusa in ambito industriale è l’ evaporazione a luce d’arco catodica (in breve: Arc-PVD), la quale si contraddistingue per la velocità di deposizione molto elevata.
1) Rivestimento su una superficie utensile non trattata.
2) Rivestimento su una superficie utensile pre-trattata.
Levigatura
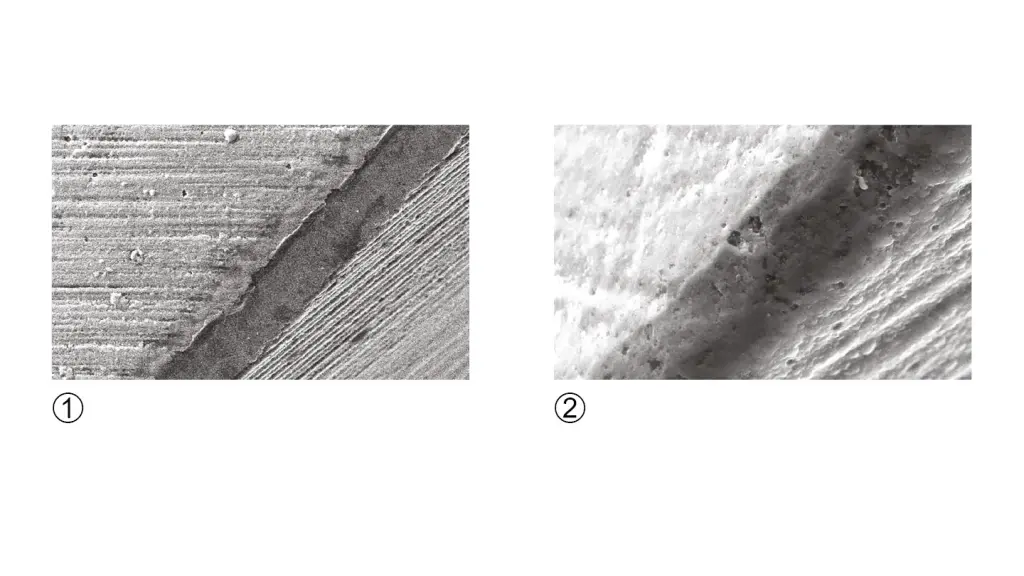
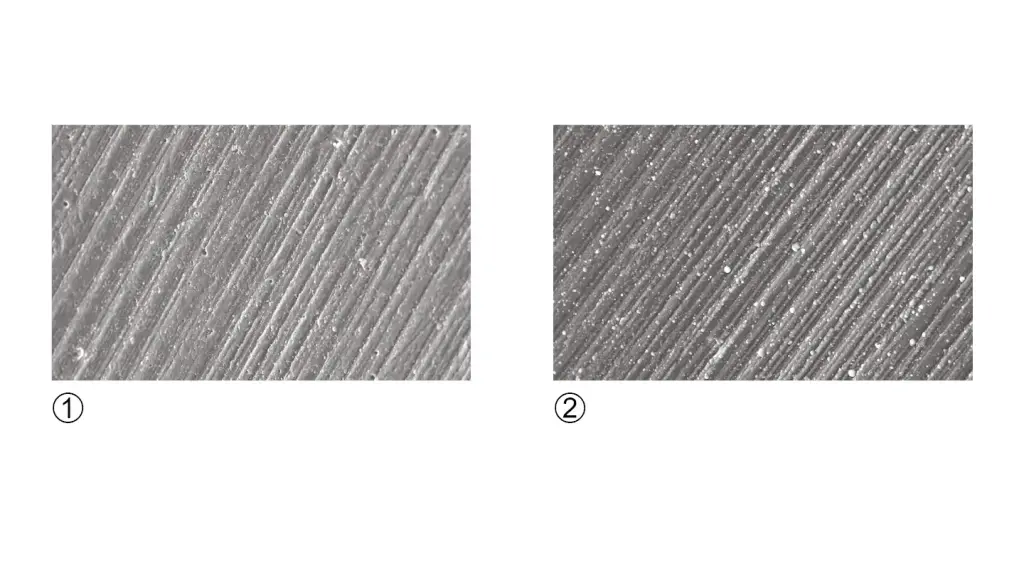
Nel procedimento Arc-PVD il materiale target viene vaporizzato nel punto in cui si concentra l’arco elettrico, grazie all’alta intensità di energia. Tuttavia, durante il processo si formano particelle fuso-liquide (droplet) che si depositano sul substrato, lasciando difetti microscopici.
Attraverso specifici processi di post-trattamento levighiamo queste e altre rugosità superficiali per ridurre l’attrito e ottenere una maggiore durata.
1) Superficie utensile con droplets.
2) Superficie utensile senza droplets.
Levigatura mediante lucidatura
L’ ottimizzazione specifica del materiale degli spazi di scarico dei trucioli garantisce uno scarico dei trucioli controllato, per evitare l’intasamento dell’utensile.
Spazi per lo scarico dei trucioli lucidati vantano una superficie particolarmente liscia, ottimizzando quindi lo scarico dei trucioli lucidati durante la lavorazione dei metalli non ferrosi con volume di trucioli elevato.